10F, Building B, Erqi Center, Erqi District,
Zhengzhou City,
Henan Province, China
Wit:+86 15138685087
(WhatsApp/Wechat)
10F, Building B, Erqi Center, Erqi District,
Zhengzhou City,
Henan Province, China
Wit:+86 15138685087
(WhatsApp/Wechat)

Hot dip galvanizing (HDG) process is a process of coating steel with zinc by immersing the base metal in the molten zinc bath at about 450 °C. It is a form of galvanizing, and the other one is cold galvanizing, also known as electro-galvanizing. The base metal can be hot-rolled steel or cold-rolled steel. The aim of galvanization is to protect the base metal from further corrosion and prolong its service life. Here let’s review the hot-dip galvanizing process steps.
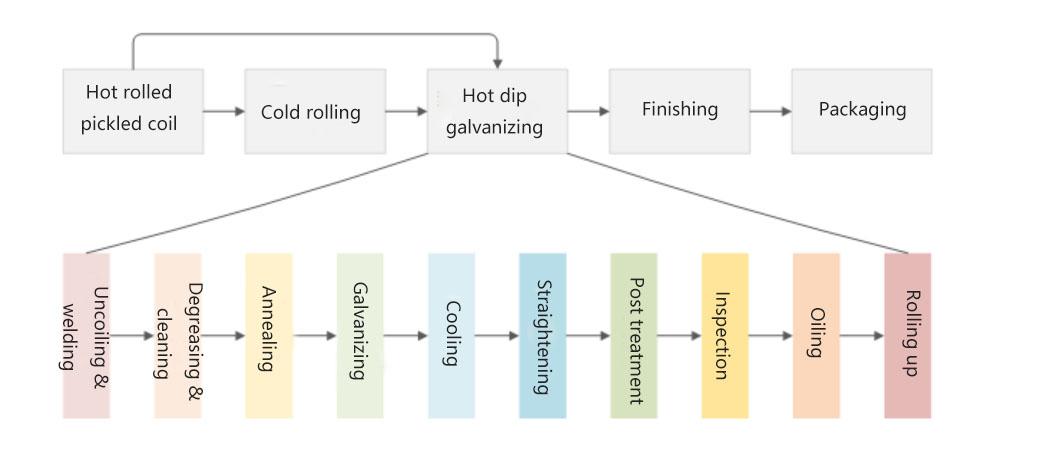
Hot Dip Galvanizing Process
Uncoil the steel coil and weld the coils together for continuous operation. Generally, two uncoilers are used.
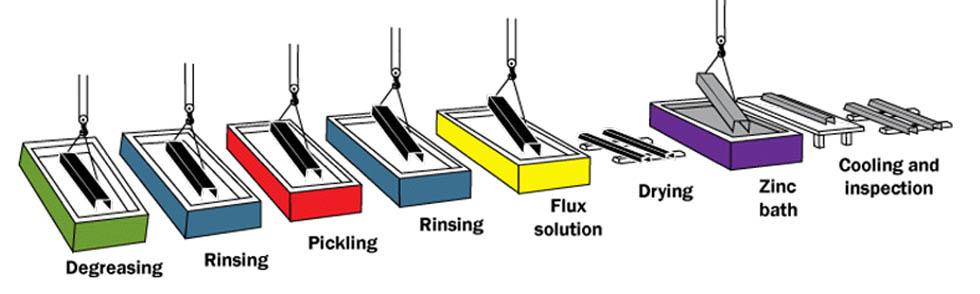
This process, including degreasing, pickling, and water cleaning, aims to remove the oil, grease, dirt, and paint on the metal surface. First, use chemical degreasing or water-based metal degreasing cleaners to remove the oil. Poor degreasing and pickling treatment will result in poor coating adhesion so that the zinc cannot be plated or the zinc layer falls off.
Recrystallization annealing aims to improve mechanical properties. At the same time, controlling the atmosphere in the furnace can also improve the coating performance. The annealing process consists of preheating, heating, soaking, and cooling.
Hot dip Galvanizing Process
Galvanizing is applying a layer of zinc coating on the surface of the base metal by immersing the base metal in the molten zinc bath at about 450 °C. It is also suitable for galvalume steel. During hot-dip galvanizing, it is important to control the temperature of the zinc solution, the dipping time, and the speed at which the workpiece is drawn out of the zinc solution. If the temperature is too low, the fluidity of the zinc liquid is poor, the coating is thick and uneven, and easy to sag. However, if the temperature is too high, a large amount of zinc slag will be produced, which affects the quality of the zinc layer and easily causes color differences, and the zinc consumption is high.
Water cooling is generally used, and the temperature should not be lower than 30 °C and not higher than 70 °C.
Roll the strip with a small rolling force to obtain a good flatness, etc. The strip is stretched and straightened to further improve the shape of the plate.
The steel coil is passivated or other chemical surface treatment to improve its corrosion resistance, lubrication, or other requirements.
Check the appearance of the coating whether it is bright and free from sagging and wrinkling. Also, check the zinc coating thickness with a thickness gauge. Moreover, the properties can be inspected by bending tests, impact tests, salt spray tests, sulfate corrosion tests, etc.
After quality inspection, apply oil to the strip to achieve better anti-rust and lubricating properties.
Roll up the coils for sale.

Galvanized Steel Coil

Galvanized Iron Coil
Here are the full steps of the hot dip galvanizing process. Hot-dip galvanized steel combines the strength of steel with the resistance to corrosion of zinc. It is more corrosion-resistant than unpainted steel, but it is more affordable than stainless steel. At Wanzhi Steel, there are two continuous hot-dipped galvanizing lines and an electro-galvanizing line. Welcome to contact us for an online or on-site visit!






